Research results of this chapter show a great potential to improve inclusion removal from steel melts using active and reactive exchangeable filtration systems in steelmaking. This contribution investigates numerically the performance and the efficiency of the reactive cleaning and active filtration in continuous casting tundishes. For this purpose, a Euler–Lagrange model of the disperse two-phase flow of steel melt and non-metallic inclusions has been developed. Here, implicit large eddy simulations have been employed to resolve the large-scale turbulent structures in the tundish flows. By means of multiphase flow simulations, two prototype tundish configurations (laboratory one-strand tundish, industrial-scale two-strand tundish) were researched with alumina-coated, carbon-bonded ceramic foam hybrid filters. The research aimed the investigation of the effect of the filtration system, e.g. filter position, filter shapes and filter size on inclusion removal. The results of the numerical simulations indicated the high cleaning efficiencies obtained by using a reactive filter system, where reactively generated carbon monoxide bubbles carried a high amount of inclusions to the slag. Moreover, it was concluded from the results that the contribution of active filtration to inclusion removal by the deposition of inclusions on filter surfaces was neglectable compared to the contributions of reactive cleaning.
30.1 Introduction
The material research in the field of steelmaking based on continuous casting is further focusing the improvement of quality and performance. Nonmetallic inclusions (NMI) e.g. Al2O3, SiO2, MgAl2O4 develop due to unavoidable formation processes such as reoxidation, deoxidation, corrosion or erosion of the refractory [1‐5]. Micro inclusions do not float, they rather stay in the melt and end up in the casting mold. This lowers, based on the NMI quantity, the quality of the steel product [1, 2].
For this reason, the research strongly focuses the cleaning of the steel melt during continuous casting by reducing the amount of NMI in the melt. Besides the improvement of buoyancy-driven inclusion removal by e.g. flow control [2, 6‐10], bubble flotation [8, 11] and secondary metallurgy [7], is the melt filtration another promising procedure. Especially the application of ceramic filters achieves high cleaning efficiencies [12‐19].
Anzeige
Active filtration, the deposition of the NMI on the filter wall, shows moderate decrease of inclusions in the melt [14‐16]. However, the cleaning efficiency can be increased with alumina active coatings [18].
High cleaning efficiencies and an in-situ layer formation on the filter surfaces are observed using alumina-coated carbon-bonded filters [19]. The associated process is a reactive cleaning process. In the melt occurs a reaction of the present oxygen (O) and the dissolved carbon (C) from the filter coating. In consequence, CO bubbles develop at the NMI surface. Finally, the inclusions float to the slag, driven by the bubble rise [19‐21].
Investigations of reactive cleaning in a batch filtration system revealed high cleaning efficiencies of approx. \(95\%\) after a short-term period of \(10 s\) [22]. This very promising approach was further investigated using an exchangeable carbon-bonded alumina-coated foam filter in an industrial scale continuous steel casting tundish. “Very low” cleaning efficiencies are reported, which are related to a low surface ratio of the filter to the tundish cross section. However, there were indications for reactive cleaning (clogging layer) and active filtration (inclusion cluster) [23]. Industrial scale experiments are rare, expensive and hard to postprocess. Therefore, the importance of the application of numerical simulation in the field of continuous casting processes rises constantly. A lot of literature discusses physical and mathematical models, validations as well as experiments or numerical simulations of melt flows [24‐47]. Furthermore, several studies are published on the design of the tundish for flow controlling purposes and inclusion behavior [25‐27, 29‐32]. This underlines the importance of the research in this field.
This chapter investigates the active and reactive cleaning of NMI using computational fluid dynamics (CFD). The research concentrates on a prototype laboratory scale one-strand tundish and an industrial prototype two-strand tundish. The numerical model, discussed by Neumann et al. [38, 44] and Asad et al. [24, 39, 45, 46] is adopted for the multiphase flow in the tundish using active filtration and reactive cleaning.
Anzeige
30.2 Numerical Model
The numerical model has been previously presented in Chap. 17, by Asad et al. [24, 39, 45, 46] and Neumann et al. [38, 44]. In short, the Eulerian–Lagrangian model includes the steel melt flow, NMI transport and their deposition on the filter (active filtration), the transport of dissolved carbon, the CO reaction and bubble generation at the NMI surface as well as the inclusion flotation (reactive cleaning).
The Newtonian steel melt flow is assumed to be incompressible and isothermal. The turbulent flow field is calculated with the implicit large eddy simulation (ILES) approach (see Chap. 17, Asad et al. [38, 40, 41, 44‐46]). The spatially filtered mass and momentum conservation equations are described in Eqs. 17.1 and 17.2. A special characteristic using ILES is the usage of a specific numerical convection term discretization scheme to mimic the subgrid-scale Reynolds stress tensor of Eq. 17.2. Explicit modeling of the subgrid-scale turbulence in not needed. The continuous and disperse phases are directly coupled, see Eqs. 17.2 and 17.14. The pressure drop in the porous ceramic foam filter is modeled by the Darcy-Forchheimer law. It is accounted by the source term see Eq. 17.10, in the momentum conservation equation.
The reader is referred to Asad et al. [24, 39, 45, 46] and Neumann et. al [38, 44] for the geometric properties of the pore size of 10 pores per inch (ppi) applied for the ceramic foam filter. The disperse phase transport is discussed in Chap. 17 using the Lagrangian framework, see Eq. 17.13.
The modeled cleaning strategies are the active filtration, the removal of inclusions out of the melt by deposition of the NMIs on the filter surface, and reactive cleaning, the reaction of dissolved carbon and oxygen in the melt, which creates bubbles at the NMI and lead to their flotation and cleaning out of the melt. Active filtration is defined by an effective filtration probability (see Chap. 17, Eqs. 17.11 and 17.12) for the NMI deposition on the filter surface.
Reactive cleaning of exchangeable carbon compound and an alumina coated filter [22, 23] is modeled by a species transport equation for the concentration of the dissolved carbon, see Chap. 17 Eq. 17.15. The model for the bubble formation on each inclusion uses the ideal gas law Eq. 17.17. A sink term model defines the reduction of carbon due to the reaction with the oxygen present in the melt (see Eq. 17.18), see also Kim et al. [48]. The growth of the bubble is managed with a coupled Lagrangian approach. Inclusion and bubble are calculated together using an equivalent spherical particle with effective volume/mass depending on the local carbon concentration, ref. Asad et al. [24, 39, 45, 46], Neumann et al. [38, 44] and Chap. 17.
30.3 Simulation Setup
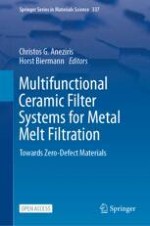
The numerical models presented before are applied to numerical simulations of two different tundish designs, see Fig. 30.1. The laboratory scale prototype tundish (Fig. 30.1a), published by Neumann et al. [38], is a one-strand tundish with a volume of approx. 62,5 L. In Fig. 30.1b, the industrial scale prototype two-strand tundish is shown with a volume of approx. 8000 L, see Neumann et al. [44].
2 illustrations. A. An illustration of one strand prototype tundish with the following parts labeled. Shroud, inlet, slag, filter, outlet, S E N, and stopper rod. B. An illustration of two stand tundish with dimensions in m m and following parts labeled. S E N 1, stopper rod 1, filter 1, slag, inlet, shroud, filter 2, stopper rod 2, S E N 2, outlet 1, and outlet 2.
Fig. 30.1
Sketch of the one-strand prototype tundish a and two-strand industrial tundish b with dimensions (in mm), boundary names and simulation mesh, adapted with permission from [38] copyright 2019 The Minerals, Metals & Materials Society and ASM International, and with permission from [44], 2019 The Authors. Published by WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
×
In general, the numerical simulation of both designs focuses on active filtration as well as reactive cleaning. Therefore, an advanced version of the standard pimpleFoam solver including the presented numerical models is used based on the open source computational fluid dynamics library OpenFOAM in version 5.0. Eulerian–Lagrangian simulations are performed for the continuous phase of the melt and the dispersed phase of the NMI or the NMI and bubble aggregate represented by equivalent particles. Incompressible and isothermal conditions are assumed. Table 30.1 shows the material parameters used for steel melt and the nonmetallic inclusions. Table 30.2 summarizes the most important simulation settings for the hexahedral mesh, the operation conditions, numerical time step and inclusion load in the melt. For meshing details is the reader referred to the specific publications of Neumann et al. [38, 44]. The turbulent flow regimes for both designs are in comparable magnitudes by using the corresponding operation conditions. The industrial scale tundish simulation is adopted to the inlet parameters of the real plant experiment of Wetzig et al. [23].
Table 30.1
Material parameter of steel melt and nonmetallic inclusions, adapted with permission from [38] copyright 2019 The Minerals, Metals & Materials Society and ASM International, and with permission from [44], 2019 The Authors. Published by WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
The discretization schemes are second-order accurate for spatial and temporal discretization. An exception is the spatial discretization of the carbon concentration, which is utilized with a first-order upwind scheme [38, 44].
Neumann et al. [38] analyzed the sensitivity of the simulation model regarding active filtration and reactive cleaning for the one-strand laboratory scale tundish. Independent results for the mesh sensitivity are published [38, 44]. The active filtration is not influenced by the mesh size. However, applying different cell sizes using reactive cleaning leads to deviations of up to \(10\%\) between coarsest and finest mesh [38]. The simulations of the industrial two-strand tundish are made using the coarse grid with the aim to reduce the simulation effort and costs [44].
Neumann et al. [38] also reported a sensitivity study regarding time-step dependence. A maximal deviation of approx. \(10\%\) is observed for reactive cleaning using high and low time steps. For the industrial tundish simulations, larger time steps have been used due to computational limitations [44].
The reader is referred to Neumann et al. [38] for further sensitivity studies regarding the number of inclusions and several operation conditions.
The boundary conditions are equivalent for both designs. At the inlet, a constant velocity is set. Walls are defined with no slip conditions. The slag has slip conditions for pressure and velocity. At the outlet, an inlet–outlet condition is used. Further information can be found in [38, 44].
The initial conditions for the simulations are equally prepared for both designs. A Reynolds-Averaged-Navier–Stokes (RANS) simulation and a subsequent Unsteady-RANS (URANS) build the basis to get statistical steady-state conditions. Furthermore, a single-phase ILES simulation provides the desired flow field for the following multiphase ILES simulation of the melt and the homogeneously dispersed NMI in the tundish. The detailed time durations and setups can be found in the particular publication of Neumann et al. [38, 44].
30.4 Laboratory One-Strand Tundish
Neumann et al. [38] investigated the laboratory one-strand tundish regarding active filtration and reactive cleaning. Exchangeable carbon-bonded alumina foam filters are inserted in the steel melt during the simulations with different dimensions, see Table 30.3.
Table 30.3
Filter size and position laboratory tundish, adapted with permission from [38] copyright 2019 The Minerals, Metals & Materials Society
Filter
Units
\({\text{AF1}}\)
\({\text{RC1}}\)
\({\text{AF2}}\)
\({\text{RC2}}\)
\({\text{AF3}}\)
\({\text{RC3}}\)
\({\text{AF4}}\)
\({\text{RC4}}\)
Length
\(\left[ {{\text{mm}}} \right]\)
\(25\)
\(35\)
\(50\)
\(35\)
Width
\(\left[ {{\text{mm}}} \right]\)
\(25\)
\(35\)
\(50\)
\(35\)
Height
\(\left[ {{\text{mm}}} \right]\)
\(157\)
\(157\)
\(157\)
\(80\)
Volume scale
\(\left[ - \right]\)
Basis
\(2:1\)
\(4:1\)
\(1:1\)
VF/VT
\(\left[ \% \right]\)
\(0.16\)
\(0.31\)
\(0.63\)
\(0.16\)
In general, the global tundish flow structure is less influenced by the foam filter after insertion. The time-averaged velocity field in longitudinal mid-plane is presented in Fig. 30.2a. It shows, the well-known flow structure with the developing inlet jet, a large recirculation zone in the tundish center and the outgoing flow. Close to the filter the velocity is slightly decelerated based on the pressure drop in the filter, modeled by the Darcy-Forchheimer law.
2 illustrations are labeled a and b. A. An illustration of the midplane of the one-strand laboratory-scale prototype tundish. It has a rough surface. A mean velocity scale is provided below. B. An illustration of the carbon concentration during reactive cleaning. A carbon concentration scale is provided below.
Fig. 30.2
Longitudinal tundish mid plane of the one-strand laboratory-scale prototype tundish with filter inserted a time-averaged velocity field b carbon concentration during reactive cleaning, adapted with permission from [38] copyright 2019 The Minerals, Metals & Materials Society
×
Figure 30.2b reveals the carbon concentration in the tundish \(4 s\) after the insertion of the carbon-bonded foam filter. Carbon is quickly distributed within the melt due to the high turbulent diffusion. The carbon concentration in the flow field varies based on the distance to the filter and the number of reactions due to the NMI distribution. Inclusions close to the filter rapidly float to the slag based on the high concentration of carbon.
Figure 30.3a compares active filtration (AF) and reactive cleaning (RC) regarding the cleaning efficiency of the NMI after \(8 s\) of filter immersion. The cleaning efficiency is represented by the deposition of NMI’s on the filter or sticking at the slag. In summary, active filtration, the selective deposition of inclusions at the filter surface, shows no significant contribution to the cleaning of the tundish melt.
2 bar graphs. A. A bar graph of cleaning efficiency versus cleaning strategy and filter size. The highest value for remaining particle is recorded for A F 2. b. A bar graph of cleaning efficiency versus particle diameter. The highest cleaning efficiency is recorded for remaining particle has 50 micrometers as particle size.
Fig. 30.3
Cleaning efficiencies after \(8{ }s\) of filter immersion considering a active filtration and reactive cleaning for various filter sizes, and b during reactive cleaning for different particle diameters, adapted with permission from [38] copyright 2019 The Minerals, Metals & Materials Society
×
Not even different dimensions of the filter design (AF1–AF4, RC1–RC4 ), see Table 30.3 and Fig. 30.3a, have shown any influence on active filtration efficiency. Most NMI remain in the tundish or escape the domain through the submerged exit nozzle.
However, reactive cleaning shows a great potential as cleaning strategy in tundish systems. Figure 30.3a shows a maximum cleaning efficiency of 44% for filter type 3 after a time of \(8 s\) after immersion into the tundish. This is not surprising because of the highest filter volume of filter RC3, which consequently leads to a high carbon concentration in the tundish melt. Therefore, a multiplicity of reactions generating bubbles at the NMI surfaces result in a high rate of rising particles to the slag.
Furthermore, the filter design has also an impact on the reactive cleaning efficiency. The filters RC1 and RC4 with comparable volume, show different cleaning efficiencies. Carbon seems to be better distributed within the melt, when a compact filter with lower aspect ratio is used. Consequently, the cleaning efficiency is higher in this case (see Fig. 30.3a).
The reactive cleaning efficiency considering the particle diameter \(8 s\) after immersion of the filter is depicted in Fig. 30.3b. With increasing inclusion diameter, the cleaning performance using filter RC1 decreases due to the higher particle mass of the inclusions. Of course, the effect of the generated CO bubbles is reduced in the lift force. However, high cleaning efficiencies in range of \(20 {-} 45\%\) are achieved.
30.5 Industrial Two-Strand Tundish
The intention to investigate an industrial prototype two-strand tundish is to learn more about the cleaning strategies in plant applications. Exchangeable carbon-bonded alumina-coated foam filters could be a promising application to clean the steel melt in the tundish using active filtration and reactive cleaning. A great advantage is the less constructive intervention with simultaneously high cleaning efficiencies using exchangeable filter systems.
Compared to the laboratory scale tundish, the dimensions as well as the capacities are much higher for the industrial tundish. The flow structure in a two-strand tundish may differ to the one-strand design. Moreover, the findings of Neumann et al. [38] reveal a distinct dependence on the cleaning efficiency with the filter design. Therefore, filter design (shape) as well as the flow guidance (flow controller) to the filter is investigated to enhance the removal of the NMI [44], see drawings in Fig. 30.4.
2 sets of illustrations. A. An illustration of 4 flow controllers of different dimensions labeled FC 1, F C 2, F C 3, and F C 4. b. An illustration of 2 filters labeled cuboid and paddle.
Fig. 30.4
Drawings of the researched a flow controller (FC) and b filters (F) (dimensions in mm), adapted with permission from [44], 2019 The Authors. Published by WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
×
Flow controlling units positioned on the ground of the tundish centered under the inlet shroud with different inclination angles (\(45^\circ\), \(60^\circ\), \(90^\circ\)) and a turbostop are investigated regarding cleaning efficiencies of active as well as reactive cleaning (Fig. 30.4a). Furthermore, a quadratic filter (cuboid), adopted from the dimensions of the filter of Wetzig et al. [23], and a paddle-shaped filter with doubled width and height as well as halved length compared to the cuboid filter are researched, see Fig. 30.4b. Another probable influencing parameter to the cleaning efficiency is the positioning of the filter in the tundish melt. Analyzed locations can be found in Fig. 30.1b and Table 30.4.
Table 30.4
Filter positions for the industrial tundish, adapted with permission from [44], 2019 The Authors. Published by WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
Point
P1
P2
P3
X1 \(\left[ {\text{m}} \right]\)
\(- 0.75\)
\(- 1.50\)
\(- 2.25\)
Point
P4
P5
P6
X2 \(\left[ {\text{m}} \right]\)
\(1.00\)
\(2.00\)
\(3.00\)
Additionally, the cleaning duration is considered for different periods. Short-term (\(10 s\)), mid-term (\(100 s\)) and long-term (\(400 s\), one tundish filling sequence) investigations for active filtration and reactive cleaning after filter immersion are performed. Detailed information about the setup of the simulations can be found in Neumann et al. [44].
Neumann et al. [44] also published long-term simulation results without cleaning activities. The intention of this simulation was to count those NMI, which enter the cuboid or paddle filter volume. From this information, promising combinations of filter design, position and flow controlling unit are deduced. Finally, the highest counting rates occur for the filter positions close to the inlet nozzle (e.g. P1, P4) using flow controller FC1, FC3 or no flow controller. Additionally, the paddle filter shows higher counting rates than the cuboid.
Figure 30.5 displays the simulation results for active filtration and reactive cleaning at the filter position P1 regarding short-term (10 s) and mid-term (100 s) investigations and different flow controlling units.
2 bar graphs. A. A bar graph of cleaning efficiency versus active filters for cuboid and paddle. The highest cleaning efficiency is recorded for n o F C. B. A bar graph of cleaning efficiency versus reactive cleaning filters for cuboid and paddle. The lowest cleaning efficiency is recorded for F C 1.
Fig. 30.5
Cleaning efficiencies regarding a active filtration and b reactive cleaning considering short term (\(10{ }s\)) and mid-term (\(100{ }s\)) operation as well as different flow controller (FC) and cuboid and paddle filter shape at position P1 for the industrial-scale tundish, adapted with permission from [44], 2019 The Authors. Published by WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
×
Obviously, active filtration (Fig. 30.5a) shows poor cleaning efficiency compared to reactive cleaning (Fig. 30.5b). The application of flow controlling units has an influence on the results of both cleaning strategies, but the highest cleaning efficiencies occur using no flow controller (noFC). Active filtration in Fig. 30.5a shows a distinct dependency on the filter design. The paddle shape enhances slightly the NMI cleaning.
However, based on the promising findings of the long-term (\(400 s\)) simulations without cleaning activities of Neumann et al. [44], higher cleaning rates were expected. But altogether, the results are comparable to the findings of the laboratory one-strand tundish, see Fig. 30.3a.
Figure 30.5b presents the results using reactive cleaning strategy. A slight dependence of the cleaning efficiency on the filter shape is recognized for the short-term (\(10 s\)) simulations. The paddle-shaped filter shows higher cleaning efficiencies for all flow controlling units. However, for the mid-term (\(100 s\)) investigations the shape differences are neglectable.
The most important result is that with increasing duration of the reactive filter application, the cleaning efficiency massively increases. This is a consequence of the current model for the carbon concentration, which constantly supplies carbon to the melt based on the assumption of a durable filter. A further outcome of this is, that the current filter size (Fig. 30.4) is to small and larger filters will lead to higher cleaning efficiencies within a shorter period of time.
Figure 30.6 shows the simulation results regarding the different cleaning strategies, cuboid and paddle filter shape, various cleaning durations as well as different filter positions. Again, active filtration shows only small cleaning effectiveness, see Fig. 30.6a. Filter positioning as well as filter design have neglectable influence to the results. Higher cleaning durations improve the cleaning efficiency, but they are still low.
2 bar graphs. A. A bar graph of cleaning efficiency versus P 1, P 2, and P 3 for cuboid and paddle. The highest cleaning efficiency is recorded for P 1. B. A bar graph of cleaning efficiency versus P 1, P 2, and P 3 for cuboid and paddle for reactive cleaning. The cleaning efficiency is almost equal for all.
Fig. 30.6
Cleaning efficiencies regarding a active filtration and b reactive cleaning considering short-term (\(10 s\)) and mid-term (\(100 s\)) operation without flow controller (noFC) for the cuboid and paddle filter shape at filter positions P1-P3 for the industrial scale tundish, adapted with permission from [44], 2019 The Authors. Published by Wiley–VCH Verlag GmbH & Co. KGaA, Weinheim
×
In contrast, reactive cleaning shows high cleaning efficiencies, see Fig. 30.6b. However, filter position and filter shape have less influence. The simulation results show again the time dependence of the reactive cleaning after filter insertion. The mid-term (\(100 s\)) observations show cleaning efficiencies of approx. \(90\%\).
Figure 30.7 depicts the cleaning efficiencies with regard to active filtration and reactive cleaning considering long-term (\(400 s\)) operation as well as different flow controller (noFC, FC2) at filter positions P1 and P2 for the cuboid and paddle shaped filter. Reactive cleaning shows in Fig. 30.7b still high cleaning efficiencies of about \(90\%\) independent from flow controlling unit, filter shape or position. However, the long-term observations also increase the degree of purity by active filtration markedly, Fig. 30.7a. Due to the high residence time of the NMI, the alumina-coated, carbon-bonded ceramic hybrid foam filter develops active cleaning efficiencies of approx. \(20 - 30\%\), based on the assumption of constant cleaning effectiveness. Clear trends for the application of flow controlling unit, filter position or shape are not observable. However, there are better or worse combinations. If no flow controller is applied, the cuboid filter in position P1 shows the best results. In contrary, the paddle-shaped filter in position P2 together with the flow controlling unit FC2 is the most effective active filtration combination.
2 bar graphs. A. A bar graph of cleaning efficiency versus n o F C and F C 2 for cuboid and paddle for active filtration. The highest cleaning efficiency is recorded for n o F C. B. A bar graph of cleaning efficiency versus n o F C and F C 2 for cuboid and paddle for reactive cleaning. The cleaning efficiency is almost equal for all.
Fig. 30.7
Cleaning efficiencies regarding a active filtration and b reactive cleaning considering long-term (400 s) operation as well as different flow controller (noFC, FC2) for the cuboid and paddle shaped filter at filter positions P1 and P2 for the industrial-scale tundish, adapted with permission from [44], 2019 The Authors. Published by WILEY–VCH Verlag GmbH & Co. KGaA, Weinheim
×
Finally, all investigations regarding reactive cleaning (see Figs. 30.5, 30.6 and 30.7) are almost independent of the filter volume. The paddle filter has twice the volume of the cuboid, but distinct differences concerning the cleaning efficiencies are not observable. This finding is in contrast to the results of the laboratory scale tundish (see Fig. 30.3b), where the filter volume influences the carbon concentration in the melt, which leads to higher cleaning efficiencies. This is an interesting fact, since the relative ratio of the filter volume to the tundish volume is for both simulation setups in the same range of about \(0.2 - 0.5\%\). Of course, the absolute dimensions of the filter applied in the industrial-scale tundish are in maximum \(100 - 200\) times larger than the filter used in the laboratory-scale tundish. But in summary, the relative volume ratio seems not to be an expressive indication variable for the choice of the filter size.
30.6 Conclusions
This chapter describes the application of exchangeable alumina-coated, carbon-bonded ceramic hybrid foam filter in tundish melt flows during continuous casting. A laboratory and an industrial-scale tundish are investigated. With regards to the cleaning efficiency, two different cleaning strategies are compared.
Filter using the active filtration approach directly remove the non-metallic inclusions out of the melt by the deposition of the particles onto the filter surface. In contrast, reactive cleaning is based on a reaction of carbon and oxygen generating carbon monoxide bubbles directly at the inclusions. With increasing bubble volume, inclusion and bubble float to the slag are finally cleaned out of the steel melt.
A numerical model which considers the melt flow, particle motion and includes the different cleaning strategies is developed for the open-source computational fluid dynamics library OpenFOAM.
Parameter studies concerning different filter parameter (design, size, position, cleaning strategy), time periods, various flow controlling units and particle sizes are performed.
Active filtration shows in contrast to reactive cleaning much lower cleaning efficiencies for both tundish types. There are dependencies with regards to the combination of filter shape, position and flow controlling unit. However, long-term observations show reasonable cleaning efficiencies up to about \(30\%\) for active filtration.
In contrast, reactive cleaning has a high efficiency close to \(100\%\) and quickly removes the non-metallic inclusion. This cleaning strategy is almost independent from the flow controlling unit or the filter design or position. However, the filter volume has an influence to the cleaning efficiency for the laboratory scale tundish, but the investigations for the industrial scale tundish do not show such trends.
Future work should focus on the validation of the models in industrial experiments under plant conditions. Here, NMI concentrations in the incoming (shroud) and outgoing (submerged entry nozzle) melt flow should be detected in both, plant experiments and numerical simulations. The research should also inspect the influence of the dissolved carbon from the ceramic foam filter, in more detail.
Acknowledgements
The authors gratefully acknowledge the German Research Foundation (DFG) for supporting the Collaborative Research Center 920, subprojects: T01, B06. The research work was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation)—Project-ID 169148856—SFB 920. The authors thank Tom Kasper for his work in SFB 920 transfer project T01. The computations were performed on a Bull Cluster at the Center of Information Services and High Performance Computing (ZIH) at TU Dresden and the High Performance Cluster at the University Computer Centre (URZ) at the TU Bergakademie Freiberg.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.