The application of ceramic foam filters is state of the art in the casting of aluminum melt. Despite their industrial use since the 1960s, the filtration mechanisms are not fully understood. The Collaborative Research Center 920 investigated the influence of the filter surface chemistry and wetting between filter and melt on the filtration efficiency. The investigated filter surfaces based on Al2O3, MgAl2O4, 3Al2O3·2SiO2 and TiO2 showed differences in the filtration efficiency and the wetting behavior whereby a good correlation for inclusions smaller than 110 µm was found–the larger the contact angle the higher the filtration efficiency. The results raised the question whether the intrinsic contact angle or the different roughness of the materials caused the changes in the filtration efficiency. A filtration trial at the Hydro pilot filtration line revealed a strong influence of the filter surface roughness on the filtration efficiency. A filter coated with Nano-Al2O3, with a divergent intrinsic contact angle compared to be Al2O3 reference filter, showed no improvement of the filtration behavior indicating no influence of the intrinsic contact angle on the filtration.
3.1 Aluminum Filtration–State of the Art
3.1.1 Non-metallic Inclusions in Aluminum
Due to its low density and the high strength per mass, aluminum is a valued construction material in areas where weight plays a significant role. In the course of development, ever-increasing demands are being placed on the mechanical performance of the material, which depends to a large extent on the degree of purity of the aluminum. When considering the degree of purity of aluminum, a distinction between non-metallic inclusions, gases (for example hydrogen) and trace elements (for example alkalis) is made. The focus of this chapter is on the filtration of the non-metallic inclusions.
The non-metallic inclusions affect the castability, the mechanical properties and the workability of the casting. The castability is lowered by a deterioration of the flowability of the aluminum melt [1, 2]. The reduction of the mechanical properties (tensile strength, fracture strain) of aluminum is due to the different physical properties (density and coefficient of expansion) of aluminum and the non-metallic inclusions and their presence as two separate phases without bonding to each other [3, 4]. Such differences lead to critical stress fields during cooling processes or when external stresses are applied. In addition, non-metallic inclusions worsen machinability and workability, as they have a higher hardness than aluminum. The non-metallic inclusions lead to a reduction in the surface quality of bright products. Furthermore, it has been observed that a higher content of non-metallic inclusions in the aluminum melt causes a higher porosity in the cast product [5]. Due to the various negative effects of non-metallic inclusions, efforts are being made to minimize their content.
Anzeige
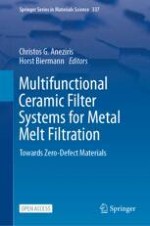
Non-metallic inclusions can for example be classified in terms of the inclusion shape. The non-metallic inclusions can be present as individual particles, agglomerates or films. Figure 3.1 shows examples of aluminum oxides, spinels and magnesium oxides occurring as agglomerates or films in cast aluminum.
4 SEM images of the films and agglomerated particles at 50, 500, and 200 micrometers. a. The morphology has a film deposition. b. It exhibits the agglomeration of A l 2 O 3 particles on the film surface. c. It has agglomerated M g A l 2 O 4 particles. d. The morphology has S i O 2 agglomeration.
Fig. 3.1
SEM micrographs of typical inclusions: a Al2O3 films, b Al2O3 agglomerate, c MgAl2O4 agglomerate, and d SiO2 agglomerate
×
3.1.2 Filtration of Aluminum Melts
In order to minimize the inclusion content, two approaches must be followed:
Avoidance of inclusion formation,
Removal of existing inclusions.
Avoidance of inclusions is achieved, by smart design of the casting system. The correct design of the casting system avoids turbulence, which would lead to the creation of new aluminum surfaces in contact with the surrounding atmosphere and thus to the formation of oxide films [6].
There are various methods for the removal of non-metallic inclusions such as purge gas treatment, sedimentation and filtration whereby only the topic of filtration is dealt with in the following. Since the 1960s, the foundry industry has used filters to reduce the inclusion content of cast metal melts. The filters for metal casting improve the quality of the melt by filtering out the non-metallic inclusions and also by equalizing and calming the melt stream. Calming the melt has the advantage of reducing or even preventing the rupture of the oxide skin on the surface of the melt stream, resulting in less few new oxide films [7]. According to Dam et al. the filtration efficiency depends on the following parameters [8]:
Melt parameters (temperature, viscosity and composition),
Process parameters (filtration rate, melt pretreatment and structure of the casting system),
Inclusion parameters (chemism, structure, size and number),
Filter parameters (geometry, ratio of solid to open porosity, chemism, wetting behavior, size and distribution of functional macropores).
Anzeige
3.1.3 Method for the Determination of the Non-metallic Inclusion’s Concentration in Aluminum
The determination of the concentration of non-metallic inclusions is not only an important quality test for aluminum but it is also essential for the evaluation of filters and their filtration efficiency. However, such determinations are complicated due to the inhomogeneous distribution and low concentration of non-metallic inclusions. The important methods for determining inclusion concentration can be divided in two groups [9]:
Metallographic examinations,
Indirect determination of inclusions.
Metallographic examinations of cast aluminum do not lead to reliable statements about the purity of the aluminum due to the low concentration and the inhomogeneous distribution of the inclusions. For this reason, methods have been developed in which the inclusions are enriched in the sample. The most commonly used methods are the PoDFA (Porous Disk Filtration Apparatus) and the LAIS (Liquid Aluminum Inclusion Sampler) methods. In the PoDFA and LAIS methods, liquid aluminum is forced or drawn through a narrow-mesh filter at a defined temperature, concentrating the inclusions on a screen. To force the molten aluminum through the filter, the PoDFA method uses positive pressure while the LAIS method uses negative pressure. After the melt has cooled, the filter together with the filter cake, is ground and can be examined metallographically. Metallographic examination of the filter cake allows to gain information about the chemistry, structure, and number of inclusions [10].
In the field of indirect determination of inclusions (often referred to as physical methods), the inclusions are not evaluated directly, but conclusions about the number of inclusions present are drawn using other measurable quantities such as the flow rate per time or the change in conductivity. The best-known indirect analysis methods (Prefil, LiMCA and ultrasound) are briefly presented below. The Prefil method (Pressure filtration) belongs to the online methods, as it enables a melt quality level to be determined in the shortest possible time. For this purpose, liquid aluminum is filled into the provided crucible of the Prefil® Footprinter analyzer and forced through a close-meshed filter at a defined temperature and overpressure [11]. The non-metallic inclusions remain on the filter as a filter cake and increase the flow resistance during filtration. The aluminum that has flowed through the filter is collected in a second crucible, which is placed on a balance. The calculated time-dependent change in flow rate provides an indication of the purity of the aluminum melt in terms of non-metallic inclusions. An aluminum melt with many non-metallic inclusions results in a higher filter cake, which increases the flow resistance and decreases the flow rate over time. The Prefil method allows a rough evaluation of the impurity level of the melt, but not a fine differentiation of the purity level.
The LiMCA method (Liquid Metal Cleanliness Analyzer) also belongs to the online methods and is based on the principle of a Coulter Counter, which uses the change in the average electrical conductivity between two electrodes to determine the number and size of inclusions with a conductivity different from that of the molten metal. For this purpose, an electrically insulated sample tube made of borosilicate glass with an integrated electrode and an opening (diameter selected depending on the analysis task) is immersed in the molten aluminum. The electrical conductivity is continuously measured between the electrode integrated in the sample tube and an electrode in the melt. When a non-metallic inclusion is transported through the opening in the sample tube, the absolute resistance changes and thus a voltage drop can be detected. The number of non-metallic inclusions can be determined by the number of voltage drops, while the size of the inclusions can be determined by the magnitude and variation of the voltage drop [10].
The ultrasonic method can be used to determine inclusions in both liquid aluminum and solidified aluminum. In both cases, the principle of the pulse-echo method is applied [12]. Achard et al. [13] presented a working ultrasonic system for liquid aluminum. In the solidified state, ultrasonic testing for aluminum is a recognized technique for detecting inclusions and voids. Here, the detection limit of the inclusion size is approximately 0.2–0.5 wavelengths of the sound in the material under examination. Taking the values for aluminum into account, the minimum detection limit in aluminum (20 MHz and 3130 m/s) is about 30 µm. Determining the exact location, size and differentiation between pore and inclusion is a very complex and difficult task [14].
3.1.4 Filters for Aluminum Melt Filtration
For the reduction of non-metallic inclusions, various types of filters are used, which differ in terms of their structure and chemical composition, for example, fabric filters, perforated filters, ceramic foam filters, tubular filters and packed bed filters are used in the industry. Tubular filters and packed bed filters are only applied in continuous casting, as they have to be preheated. Ceramic foam filters are used in continuous casting and mold casting, while fabric filters and sieve cores are used only in mold casting [7].
Ceramic foams for aluminum melt filtration often consist of aluminum oxide or silicon carbide. These ceramic materials have been selected on the basis of economic, process engineering and thermomechanical aspects, but not with regard to the filtration properties. In the technical literature, only sparse information can be found on the influence of the chemism of the filter surface on the filtration properties of aluminum. When searching the literature, the term “active filtration” stands for:
Approach that improves filtration via the reaction of filter surface with inclusion or contamination [15].
Approach that improves filtration by allowing inclusions to remain on the filter surface due to adhesion at high temperatures [16].
Approach with filter surfaces made of refractory materials, which has a similar chemism to the inclusions to be filtered out and have different wetting behaviors [17].
3.1.5 Wetting Behavior of Ceramic Materials with Liquid Aluminum
The determination of the wetting behavior of liquid aluminum on ceramic materials is a great challenge and a frequently studied phenomenon. Bao et al. [18] showed the wide variation (between 45 and 167°) of the measured wetting angles in the Al/Al2O3 system. The possible reasons for the high scatter of the results are the various influencing parameters such as the roughness [19, pp. 58–61], the volumetric mass [19, p. 73], the temperature [20], infiltration of aluminum into the substrate [19, p. 107], dwell time and phase composition [21], alloy composition [22] and formation of oxide skin. In investigations of the wetting behavior of molten aluminum, the formation of the oxide skin has a significant influence on the obtained results and will therefore be explained in some detail below.
Even at the lowest oxygen partial pressures (10–49 bar), an oxide skin forms on the aluminum droplet due to the high affinity of aluminum to oxygen. Not only oxygen from the air leads to oxidation of the aluminum, but also the presence of gaseous water. According to Eberhardt [23], the oxidation of aluminum single crystals is four times faster under the influence of water vapor than purely under oxygen from the air.
The oxide skin prevents the formation of the true aluminum/ceramic interface. Depending on the thickness of the oxide skin, two effects can occur. If the oxide skin is very thick (for example, at a high oxygen partial pressure), it forms a kind of shell over the already molten aluminum, and this prevents droplet formation (see Fig. 3.2). If the oxide skin is only a few nanometers thick, it stays deformable. Thus, a droplet can form but the oxide skin leads to a wetting angle which is almost independent of the temperature and masks possible effects of different substrate materials or of alloying elements [22].
4 schematic diagrams exhibit the setup for the drop test of the ceramic materials. a. A deformed aluminum liquid drop is placed on the material substrate. b. A circle-shaped drop is placed on the substate at an angle of theta. c. A semi circled drop is placed on the surface. d has the melted drop.
Fig. 3.2
Photographs of sessile drop tests: a aluminum at room temperature, b molten aluminum–poor wetting, c molten aluminum–good wetting, and d due to a pronounced oxide skin, only internally molten aluminum
×
Laurent et al. [24] and Eustathopoulos et al. [19, pp. 234–238] have shown that under the effect of a sufficiently good vacuum, droplet formation of the aluminum occurs at temperatures greater than 950 °C. According to the literature, it is assumed that liquid aluminum (Al) reacts with alumina (Al2O3) and forms gaseous aluminum(I) oxide (Al2O).
The prerequisite for droplet formation is a thin oxide layer, in which cracks form during heating and the oxide skin ruptures as a result. The resulting suboxide Al2O would be gaseous at the experimental temperatures and can leave the aluminum droplet, causing the oxide skin to degrade. Droplet formation of the aluminum under vacuum only takes place at sufficiently high reaction rates from an experimental temperature of >950 °C [19, pp. 234–238]. It follows that a determination of the contact angle using the conventional sessile drop technique (also called contact heating mode) is difficult to implement at typical casting temperatures. For the conventional sessile drop technique, a piece of the metal is placed on a substrate in a furnace and subsequently contact heated to the required temperature. During heating and holding time the drop shape is recorded for the determination of the contact angle.
Compared to contact times during the filtration process, relatively long holding times are required to determine the contact angles by the conventional sessile drop technique. It must be taken into account that evaporation of the aluminum also changes the contact angle due to the reduction of the droplet volume [19, p. 110–111]. In order to circumvent the required high temperatures and the long holding times, a modified method was developed, in which an aluminum sample is melted separately from the substrate. The aluminum is then pressed through a nozzle with the aid of a piston, and falls by gravity onto the substrate, see Fig. 3.3. The oxide skin remains in the nozzle. This procedure is called sessile drop measurement with capillary purification. The disadvantage of this method is the large influence of the drop mass and the height of fall on the wetting angle [21, 22].
4 diagrams exhibit the setup for sessile drop testing. a. A droplet is formed on the capillary. b. 2 large droplets are formed in the capillary and substrate. c. A small drop is formed on the capillary, and a large drop is formed on the substrate. d. A drop is formed on the substrate.
Fig. 3.3
Sequence of photographs of the sessile drop experiment with capillary purification of an AlSi7Mg droplet, a the first aluminum drop at the capillary, b the first droplet deposited at the substrate and the second droplet formed at the capillary, c a large drop formed after merging of two droplets) and d the droplet at the substrate after 30 min holding time at the test temperature [25]
×
3.2 Insights in the Aluminum Filtration of the CRC 920
The subproject A02 of the Collaborative Research Center 920 deals with the filtration of aluminum melts and examines the influence of different filter parameters on the filtration efficiency. In the first step, the influence of the filter surface chemistry is analyzed, followed by the influence of the wetting behavior of substrates and aluminum melt. Hereinafter, the impact of the nano-functionalized filters and the so far unknown influencing factor of the filter roughness were examined. Finally, the filtration behavior and wetting properties of carbon-bonded alumina filter surfaces were investigated.
3.2.1 Influence of the Filter Surface Chemistry on the Filtration
The influence of the filter surface chemistry was determined with long-term filtration tests at Constellium (Voreppe, France) with an aluminum quantity of 730 kg AlSi7Mg for every tested filter. The filtration pilot plant consists of a melting furnace, a casting channel made of refractory material with an integrated receptacle for the filter and a crucible to collect the liquid aluminum after filtration [26]. The system allows to use two LiMCA probes (ABB Inc., Quebec, Canada) to determine the concentration of non-metallic inclusions in molten aluminum. The filters in form of truncated pyramids with the dimensions of 120 × 120 mm, 90 × 90 mm and height of 50 mm were utilized. Four different filter surface chemistries were tested: Al2O3 (alumina), MgAl2O4 (spinel), 3Al2O3·2SiO2 (mullite), and TiO2 (rutil) [27].
In order to be able to determine the influence of the chemical composition of the filter surface on the filtration efficiency, the inclusion concentration of the initial melt of the different tests must be comparable as the initial degree of impurity has an influence on the filtration efficiency [28].
The comparison of the inclusion concentration was made using the N20 values of the LiMCA probe, which provide the total inclusion concentrations as a function of time for all inclusions with a particle size between 20 and 300 µm. The LiMCA measurements at the filter entrance showed a typical behavior with a decrease in the N20 values at the beginning of the measurement and an increase at the end of the measurement, see Fig. 3.4. The drop at the beginning of the measurement was due to the reduction of the inclusion concentration caused by the settling of the inclusions. When the last part of the aluminum melt was poured, the settled inclusions were also poured off resulting in the increase of the N20 values. Furthermore, comparable numbers of inclusions for all four tested filters have been determined, see Fig. 3.4 [27].
A scatter plot of N 20 L i M C A index at filter entrance versus time. The y axis ranges from 0 to 70, and the x axis ranges from 0 to 80. 4 plots for A l 2 O 3, M g A l 2 O 4, 3 A l 2 O 3 2 S i O 2, and T i O 2 are distributed throughout the graph. The 3 A l 2 O 3 2 S i O 2 has the highest value.
Fig. 3.4
LiMCA index–total inclusion content at the filter entrance as a function of filtration time [27]
×
By measuring the N20 values at the filter entrance and the filter exit, it is possible to calculate the total filtration efficiency whereby the N20—N300 values in K/kg were used. The 3Al2O3-2SiO2 filter showed the best total filtration efficiency of 89.1% followed by the Al2O3 filter with 83.0% and the MgAl2O4 filter with 83.3%. The TiO2 filter showed the lowest total filtration efficiency (79.9%).
Moreover, the filtration efficiency was evaluated as a function of inclusion size. Larger inclusions possess a greater damaging effect in solidified aluminum. Therefore, it is of great importance to consider separately the large inclusions, which are outnumbered in terms of quantity, otherwise they would be lost in the large number of finer inclusions [15]. For the evaluation of the filtration efficiency as a function of inclusion size are the differences in settling behavior, inertia and agglomeration behavior of differently sized inclusions [15, 29].
When comparing the filtration efficiencies as a function of inclusion size, differences between the tested filters were observed, see Fig. 3.5. The Al2O3 and MgAl2O4 filters showed very stable filtration behavior over the entire inclusion size range with filtration efficiencies higher than 75%. From an inclusion size larger than 40 µm, the filtration efficiency increased to 90% and larger. 100% filtration efficiency was achieved from an inclusion size larger than 70 µm (Al2O3) and 90 µm (MgAl2O4), respectively [27].
A multi-line graph plots filtration efficiency versus inclusion size range. 4 lines, 2 lines for A l 2 O 3 and M g A l 2 O 4 follow an increasing trend, and 2 lines for 3 A l 2 O 3 2 S i O 2 and T i O 2 follow a decreasing trend between 60 and 100.
Fig. 3.5
Filtration efficiency depending on filter material and inclusion size [27]
×
The 3Al2O3·2SiO2 filter showed a quite different filtration behavior in dependence of inclusion size. The lowest filtration efficiency of all tests was measured for inclusions larger than 110 µm for the filter coated with mullite. In the range of inclusion sizes smaller than 60 µm, however, it had the best filtration efficiencies compared to the other three filters. The filtration efficiencies ranged from 93 to 99% for the inclusion size of 30–60 µm. For inclusions larger than 110 µm, the efficiencies decrease to about 60%. The reason for this decrease is not known, yet. The TiO2 filter showed the lowest filtration efficiency for almost all inclusion size classes [27].
The LiMCA results provided information regarding the number and inclusion size but did not yield information on the shape and chemistry of the inclusions. For this reason, an examination of the cast filters was performed using scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDX). The detected inclusions consisted of:
Aluminum and oxygen, probably as a corundum phase,
Aluminum, silicon and oxygen, probably as a mullite phase,
Aluminum, magnesium and oxygen, probably as a spinel phase,
Silicon and carbon, probably as a silicon carbide phase.
Figure 3.6 shows SEM micrographes of various typical inclusions, which appeared as particles and as films [27].
4 SEM images of the alumina sample at 50 and 100 micrometers. a. The morphology has a rough substrate with A l 2 O 3 coating. b. The morphology has an A l O film with the distribution of A l M g O. c. It has coatings of A l O and A l M g O. d. It has the formation of A l O, A l S i O, and A l M g O.
Fig. 3.6
SEM micrograph of the alumina skeletons with different coatings a Al2O3, b MgAl2O4, c 3Al2O3 2SiO2, and d TiO2 after the casting trials [27]
×
In order to be able to determine whether the chemistry of the filter surface had an influence on the chemical composition of the filtered inclusions, the detected inclusions were broken down with regard to their composition, see Fig. 3.6. No significant differences were found with regard to the chemistry of the inclusions as a function of the filter surface. All four inclusion types were detected in comparable concentrations in all tested filters. Further information about the sample preparation, parameter of experiments and additional analysis can be found elsewhere [27, 30, 31] (Fig. 3.7).
A grouped bar graph plots the number of inclusions detected by SEM and E D X versus filter surface coating. The values are plotted for A l O, A l M g O, A l S i O, and S i C. The A l O has the highest value at 55 for the M g A l 2 O 4 coating. S i C has the lowest value at 1 for A l 2 O 3.
Fig. 3.7
Chemistry of inclusions compared to the filter material [27]
×
3.2.2 Influence of the Wetting Behavior on the Filtration
For the sessile drop measurements at 730 °C (the temperature of the filtration trials, see Sect. 3.2.1), a sessile drop apparatus with a capillary purification at Foundry Research Institute (Krakow, Poland) were used. The test substrate and aluminum were simultaneously, but separately heated under vacuum with 8 K/min. At the temperature of 730 °C, one or two droplets were extruded out of the graphite syringe and dropped on the preheated ceramic substrate. The extrusion took place at a vacuum smaller than 1·10–5 mbar. After dropping, the measurement took 30 min which is comparable to the filtration trials lasting for 40 to 76 min. Four different substrates coated with Al2O3 (alumina), MgAl2O4 (spinel), 3Al2O3·2SiO2 (mullite), and TiO2 (rutil) were tested, whereby the substrates were coated with the same slurry which was used for the preparation of the filters to ensure a comparable surface quality of the sessile drop substrates and the filter [25].
The contact angles between the AlSi7Mg droplets and the tested substrates as a function of time are presented in Fig. 3.8 and show clear differences. The contact angles vary during the dropping process due to the fall and impingement of the drops on the substrate. One minute after the dropping, the wetting angle is very stable and the differences between the wetting angles directly after dropping and after a holding time of 30 min are smaller than 6° for each substrate. The highest contact angle after the holding time of 30 min was measured for 3Al2O3·2SiO2 (136°), followed by MgAl2O4 (113°) and Al2O3 (108°). The lowest wetting angle of 81° was observed for the TiO2 substrate [25].
A scatter plot of contact angle versus time. 4 plots for A l 2 O 3, M g A l 2 O 4, 3 A l 2 O 3 2 S i O 2, and T i O 2 are distributed in a straight line at different contact angles from 40 and 140. The plots for 3 A l 2 O 3 2 S i O 2 have the highest value at 140.
Fig. 3.8
Contact angle measured by sessile drop measurement combined with capillary purification technique [25]
×
In the next step, the evaluated total filtration efficiencies of the filtration trial performed at Constellium [27], see Sect. 3.2.1, were regressed on the measured wetting angles. The coefficient of determination of R2 = 0.92 shows a high goodness of fit between the contact angles and the total filtration efficiency (Fig. 3.9). According to the correlation the following relationship is valid: the larger the contact angle the higher is the filtration efficiency [25].
A scatter plot of the total filtration efficiency versus contact angle. The plots are distributed uniformly on either side of the fit line, increasing from (80, 79) to (140, 89.2). Values are estimated.
Fig. 3.9
Total filtration efficiency in dependence on the measured contact angle between AlSi7Mg and substrates made of the filter material
×
This finding contrasts with assumptions of Bao et al. [32] stating that a better wetting (lower contact angle) causes an increased convergence of the aluminum melt to the filter wall which increases the probability of a true contact between inclusion and the filter wall.
As the contact angles not only depend on the surface chemistry but also on the surface roughness of the substrates, the roughness of the sessile drop substrates was evaluated. The arithmetic surface roughness Sa shows clear differences whereby the 3Al2O3·2SiO2 substrate (Sa = 15.8 µm ± 1 µm) possessed the highest roughness followed by Al2O3 (Sa = 2.7 µm ± 0.2 µm) and MgAl2O3. (Sa = 2.3 µm ± 0.1 µm). The TiO2 substrates with a Sa = 1.0 µm ± 0.1 µm have a very smooth surface [25].
The differences in the roughness between the tested materials can be traced back to the different particle size distributions used for the preparation of the coating slurries. The different particle sizes are observable with the help of scanning electron microscopy (SEM) investigations of the filter surfaces, see Fig. 3.10. The 3Al2O3·2SiO2 filter possesses large particles at the surface having a large impact on the roughness value. In contrast, the TiO2 filter surface appears very smooth with scale-like morphology, see Fig. 3.10 [25]. It can be concluded that the roughness measurements show significant differences whereby the higher the roughness the higher the contact angle and the higher is the total filtration efficiency. Further information about the sample preparation, parameters of experiments and additional analysis can be found elsewhere [25].
4 SEM images of the A l 2 O 3, M g A l 2 O 4, 3 A l 2 O 3 2 S i O 2, and T i O 2 samples at 20 micrometers. The morphologies of the samples have the distribution of irregular particles of varying sizes.
Fig. 3.10
SEM micrographs of filter surfaces before filtration trials: a Al2O3, b MgAl2O4, c 3Al2O3·2SiO2 and d TiO2 [25]
×
3.2.3 Influence of the Nano-functionalized Filters on the Filtration
The contact angle between the aluminum melt and ceramic substrate is influenced by chemistry and phase composition of the substrate material and by the surface roughness of the substrate. In that context, the individual contribution of each parameter on the filtration behavior is of great interest. This question was investigated with the help of nano-functionalized coatings which show differences in the wetting behavior in dependence on the particle size (influencing the surface energy) with at the same time comparable roughness. Thus, the impact of nano-functionalized coatings on the wetting behavior and filtration efficiency in comparison to the Al2O3 reference material (see Sect. 3.2.1) was studied.
Al2O3 nano-powder with d50 = 80 nm of IoLiTec Ionic Liquids Technologies GmbH was used as a basis to produce a water-based slurry for nano-functionalization with a solid content of 9 wt%. The resulting slurry was mixed with the help of alumina grinding balls on a drum roller for 24 h. After mixing, the slurry was sonicated by means of an ultrasonic homogenizer (Sonopuls HD 2200, 20 kHz, 200 W) for 3 min with a 50% amplitude at 100 Hz.
Pre-sintered Al2O3 substrates and Al2O3 filters (30 ppi) were dip-coated using the nano-functionalization slurry. Subsequently, the samples were liberated from excessive coating slurry by means of centrifugation and left for drying. Finally, the dried filters and substrates were sintered at 800 °C and 1600 °C [33].
First, the contact angle between the aluminum melt and substrates with and without nano-functionalization was measured at the Institute of Nonferrous Metallurgy and Purest Materials (TU Bergakademie Freiberg, Germany), following the conventional sessile drop technique. The substrate carrying 60 ± 2 mg AlSi7Mg aluminum alloy (Trimet Aluminium AG, Germany) was placed in the furnace and the chamber was evacuated for 90 min to a pressure of p ≤ 1.5·10–5 mbar. Subsequently, the furnace was heated to 950 °C at 350 K/min with a final dwell time of 180 min. The average pressure after this procedure was 7.4 ± 0.4·10–6 mbar [33].
In order to measure the surface roughness of the substrates, an area of 1500 × 1400 µm2 in the center of the sample was analyzed by means of a VK-X laser scanning microscope (Keyence, Japan) at a magnification of 20x. The waviness was removed (with a cut-off wavelength λc of 2.5 mm) prior to the determination of the surface roughness Sa. The two nano-coated substrates showed comparable surface roughness values Sa of 2.2 µm (nano 1600 °C) and 2.5 µm (nano 800 °C), which was slightly lower than that of the Al2O3 reference substrate amounting to 2.9 µm [33].
Figure 3.11 shows the characteristic curve progression of the contact angle measurements under vacuum. Directly after reaching the measuring temperature of 950 °C, high contact angles of >140° were observed followed by a steady decrease of the values indicating the decomposition of the oxide skin on the aluminum. After approximately 60 min, the slope decreased. No stable limit value was reached for nano-coated substrates within the testing period. Consequently, the contact angles were recorded after 180 min. Repeated measurements showed a high reproducibility [33].
A scatter plot of contact angle versus time. 5 plots for nano 1600 degrees Celsius 1 and 2, nano 800 degrees Celsius 1 and 2, and A l 2 O 3 1600 degrees Celsius are distributed in a decreasing manner between 90 and 150.
Fig. 3.11
Contact angles measured by sessile drop measurement as a function of time [33]
×
For nano-coated substrates, a sintering temperature of 1600 °C resulted in a reduced contact angle of θ = 111° ± 1° compared to substrates sintered at 800 °C (θ = 124° ± 2°). All nano-coated samples showed higher contact angles than the Al2O3 reference substrates (θ = 101° ± 2°). According to the corresponding surface roughness investigation, roughness could be excluded as an influencing factor for this behavior. The increased contact angles observed for nano-coated samples with lower sintering temperatures can be explained by the higher specific surface area of the coating. SEM analyses (see Fig. 3.12) supported this assumption by revealing differences in average particle size on filter surfaces sintered at 800 and 1600 °C [33].
3 SEM images of A l 2 O 3 and nano powder at 5 micrometers. a and c. The morphology of the sample has a distribution of irregular particles of varying sizes. b. The morphology of the sample has a porous surface with voids.
Fig. 3.12
SEM micrographes of the tested filter surfaces with a Al2O3 reference b nano-powder sintered at 800 °C; c nano-powder sintered at 1600 °C [33]
×
Finally, filtration trials were performed in a pilot filtration plant at Hydro Aluminium Rolled Products GmbH (Germany). The determination of the inclusion levels were carried out before and after the addition of 1.25 kg of AlTi3B1 (AMG, UK) grain refiner (at t ≈ 45 min). The pilot filtration line used for the long-term trials includes a gas-fired melting furnace with three chambers (1.5 t capacity), a launder system, a filter box and a lifting pump. In the main furnace chamber, 1.3 t of wrought Al99.5 aluminum alloy ingots were melted followed by manual removal of the dross. With a small cascade upstream from the filter box, the aluminum melt was pumped into the elevated launder system during the tests. After passing the filter, the melt flowed back to the melting furnace in a cascade resulting in a continuous pumping loop. Within this system, two LiMCA II units were utilized (ABB Ltd., Canada) [33].
The filtration effect in the measuring period before the addition of the grain refiner was clearly recognizable as significant decrease of the N20 LiMCA indexes (number of inclusions with a size between 20 and 300 µm in thousand inclusions per kilogram aluminum) measured at the filter exit compared to the N20 values of the filter entrance, see Fig. 3.13. The filtration behavior of the reference filter and the nano-filter sintered at 800 °C were comparable in that regard. The average N20 indexes for the reference sample was at the filter entrance approx. 6.9 k/kg and 0.20 k/kg at the filter outlet. For the nano-filter sintered at 800 °C, the N20 indexes amounted to 9.1 k/kg at the filter entrance and 0.23 k/kg at the filter exit filter. The filtration efficiencies derived from that data are 97.0% (Al2O3 reference) and 97.5% (nano-filter), indicating that the nano-coating had no significant impact on the filtration effect [33].
2 scatter plots of N 20 L i M C A index filter entrance and N 20 L i M C A index filter exit versus time. a and b. 2 plots for filter entrance and filter exit are distributed throughout the graph.
Fig. 3.13
N20 LiMCA indexes from the long-term filtration trials for a the Al2O3 reference filter and b nano-coated filter [33]
×
According to the literature [34], addition of the AlTi3B1 grain refiner results in a decreased filtration efficiency, i.e. the N20 level at the filter entrance decreases and increases at the filter exit. Similar observations were made in this study, see Fig. 3.13 [33].
According to Laé et al. [35], grain refinement is assumed to reduce the filtration rate by preventing the formation of bridges in the filter consisting of non-metallic inclusions. No hints for such a phenomenon could be observed. The true origin of this behavior and possible explanations for the decreasing N20 value at the filter entrance remain disputed, making further analysis necessary.
Based on the gathered data, the mean inclusion size was calculated and plotted as a function of time, see Fig. 3.14. The application of the Al2O3 reference filter and the nano-coated filter at 800 °C resulted in a comparable average inclusion size. In both cases, the mean inclusion size was almost identical at the filter entrance and exit. The scatter of the data at the filter exit was elevated, mainly due to the lower number of inclusions. For both filter types, the addition of the AlTi3B1 grain refiner resulted in a reduction of the mean inclusion size from approx. 31 µm to approx. 25 µm [33]. Until now, there is no clear explanation for this observation.
A scatter plot of average inclusion size versus time. 4 plots for A l 2 O 3 reference filter entrance, A l 2 O 3 reference filter exit, nano A l 2 O 3 800 degrees Celsius filter entrance, and nano A l 2 O 3 800 degrees Celius filter exit are distributed throughout the graph from 0 to 40.
Fig. 3.14
Mean inclusion size during the long-term filtration trials as a function of time and the addition of grain refiner [33]
×
In conclusion, nano-functionalization did not enhance the filtration efficiency of the applied filters. Considering the comparable starting conditions, i.e. the alumina as filter surface material, surface roughness, functional pore size and experimental conditions, the trials indicated that measured contact angles between metal melt and filter material did not impact the filtration behavior in a significant manner. Consequently, the observed positive correlation between measured apparent contact angles and filtration efficiency described by Voigt et al. [25] did not originate from changes in the intrinsic contact angle but from the different roughness of the materials [33]. Further information about the sample preparation, parameters of experiments and additional analysis can be found elsewhere [33].
3.2.4 Influence of Filters with Enhanced Roughness on the Filtration
To evaluate the influence of filters of the roughness, a filter with enhanced roughness was applied in the pilot filtration plant at Hydro Aluminum Rolled Products GmbH (Germany). The underlying test procedure is described in Sect. 3.2.3. The roughness of the filter was increased by adding raw materials with larger particle size distributions. The coating slurry was prepared by mixing 50% alumina raw material P6 (Almatis, Germany) with a median particle size of d50 = 30 µm and 50% CT 3000 SG (Almatis, Germany) with deionized water. Figure 3.15 shows the filter surface of the sample with enhanced roughness in comparison to the Al2O3 reference filter [36].
2 microscopic images of the filter membrane at 1 millimeter. a. The morphology of the sample has a porous surface with a smooth surface. b. The morphology of the sample has a porous surface with a rough surface.
Fig. 3.15
Digital micrographs of filter structures a Al2O3 reference filter b filter with enhanced roughness
×
The filtration behavior of the filter with enhanced roughness was very different from that of the Al2O3 reference filter, see Fig. 3.16. The mean N20 LiMCA index after the filter was 0.04 k/kg and thus slightly lower than for the Al2O3 reference filter (0.2 k/kg). Furthermore, a strong decline of the N20 LiMCA index from around 12 k/kg to around 3.5 k/kg was observed at the filter entrance with enhanced roughness. The N20 LiMCA index plateaued in the last 14 min of the measurement sequence, see Fig. 3.16 [36].
A scatter plot of N 20 L i M C A index filter entrance and N 20 L i M C A index exit versus time. 4 plots for reference filter entrance, rough filter entrance, reference filter exit, and rough filter exit are distributed throughout the graph.
Fig. 3.16
N20 LiMCA indexes from the filtration trials with different roughness
×
The strong decline of the N20 LiMCA index at the filter entrance of the rough filter might indicate a higher filtration efficiency of the rough filter resulting in an effective reduction of the inclusion concentration. In that case, the removal of inclusions could be higher than the number of new inclusions formed by the two aluminum melt cascades. Bergin et al. [37] did not observe an increase in filtration efficiency during tests with rough filters in a similar filtration pilot plant. In subsequent SEM investigations (see Fig. 3.17), small light inclusions of the grain refiner were found in close proximity to the Al- and O-based inclusions. Grain refiner particles docking at the inclusions could have resulted in the formation of small clusters with increased density and enhanced settling behavior.
2 SEM images of the filter surface at 5 micrometers. a. The morphology of the A l 2 O 3 sample has a smooth surface. b. The morphology of the sample has a rough surface.
Fig. 3.17
SEM micrographs of the tested filter surfaces with a Al2O3 reference filter b filter with enhanced roughness
×
Further information about the sample preparation, parameter of experiments and additional analysis can be found elsewhere [36].
3.2.5 Influence of Carbon Containing Filter Surfaces on the Filtration
Alumina (Al2O3) or Silicon carbide (SiC) are the most common filter materials used for ceramic foam filters applied in the filtration of aluminum and aluminum alloys [7]. In comparison, zirconia (ZrO2) or carbon bonded alumina (Al2O3-C) filters are typical for the filtration of steel melts. Al2O3-C is a versatile refractory material due to its low thermal expansion, negligible shrinkage after thermal treatment and enhanced slagging resistance originating from low wetting between carbon bonded alumina and metallic melts. A major disadvantage of Al2O3-C is its low resistance against oxidation at high temperatures.
In order to determine the influence of the carbon-bonded alumina coatings in comparison to the Al2O3 reference material used as reference material, its wetting behavior and filtration performance were investigated. For that purpose, carbon-bonded alumina substrates and ceramic foam filters were manufactured.
In order to ensure comparability between the filtration behavior of the Al2O3-C filter and the reference alumina filter, the functional pore size distribution of the filter should be similar. The main challenge in this regard was the difference in shrinkage behavior due to the very different nature of the thermal treatment. Contrary to the Al2O3-C, alumina foams exhibits a shrinkage of larger than 5% during thermal treatment. In order to avoid differences in the functional pore size distribution, pure Al2O3 skeleton filters were used as a basis for all experiments and coated with Al2O3 or Al2O3-C slurry instead.
The Al2O3-C base material consisted of 66 wt% Al2O3 Martoxid MR-70 (Martinswerk, Germany), 20 wt% coal pitch Carbores P (Rütgers, Germany), 6.3 wt% carbon black N991 (Lehmann & Voss & Co., Germany), 7.7 wt% graphite AF 96–97 (Graphit Kropfmühl, Germany). The slurry composition was based on Emmel et al. [38]. Dipping and subsequent centrifugation was applied to coat the presintered alumina skeleton filters. The coating slurry was also used to cast substrates for the wetting tests in a plastic mold with plaster base. After drying at room temperature, the carbon-bonded substrates and filters with carbon-bonded coating were thermally treated at 800 °C (in a steel retort) and 1400 °C (in an alumina retort) filled with pet coke providing a reducing atmosphere [39].
At the Foundry Research Institute (Krakow, Poland), the sessile drop measurements were performed at 730 °C by means of a sessile drop apparatus with a capillary purification. Placing the aluminum melt on the substrate as droplet resulting in the rolling away of the droplet from the substrate, see Fig. 3.18. The repulsive interaction indicated a strong non-wetting behavior between Al2O3-C and AlSi7Mg. The apparent contact angle between Al2O3-C and the rolling AlSi7Mg droplet (determined from three last images of Fig. 3.18) amounted to (157 ± 1)°. In comparison, the contact angle between Al2O3 and AlSi7Mg yielded only 108° [25]. Due to the rolling off of the droplet from the substrate, an investigation of interactions between the Al2O3-C and aluminum was not possible.
A schematic diagram exhibits the 10 setups for sessile drop testing. The A l S i 7 M g drop is formed on the capillary in the first 5 setups. The drop is in contact with the capillary and substrate in setups 6 and 7. The drop is formed on the substrate in setups 9 and 10.
Fig. 3.18
Sequence of photographs of the sessile drop experiment on Al2O3-C substrate with capillary purification of AlSi7Mg alloy [39]
×
A simple sessile drop setup with a boron nitride dropping unit (Henze Boron Nitride Products AG, Germany) was used for further tests [40]. The buildup of the dropping unit comprises a hopper for melting the aluminum and a steel plunger pulling the molten aluminum through a bottleneck in order to retain the oxide skin. The dropping unit loaded with a cylindrical piece of Al99.7 (Rheinfelden, Germany) was placed on the substrate inside a hot stage microscope, (see Fig. 3.19a). The system was heated to a temperature of 730 °C at 10 K/min followed by a holding time of 10 min. In order to minimize the oxygen level, the chamber of the hot stage microscope was constantly flushed with argon during the thermal treatment [41].
a. A photograph of the sessile drop placed on the substrate. b. A SEM image of the couple at 500 micrometers. The A l is filmed on the A l 2 O 3 C substrate.
Fig. 3.19
Sessile drop experiment a photograph of the sessile drop setup after dropping, b SEM micrograph (BSE mode) of Al2O3-C/aluminum couple
×
After the cooling, the droplet mass was calculated as the difference between the determined mass of the substrate/Al couple and the original mass of the ceramic substrate. The droplet mass of 300–600 mg was significantly higher than in the previous tests (<100 mg). The higher droplet mass significantly increases the impact of gravity on the contact angle. However, the new trials enabled the formation of Al2O3-C/Al couples for subsequent SEM and EDX analyses to investigate the interactions between aluminum melt and Al2O3-C. No adhesion of the Al droplet to the substrate was observed by SEM investigation of the interface. However, there was a pronounced reaction zone (dark area in the center right) in the Al2O3-C substrate, (see Fig. 3.19b). In EDX analyses, the two different zones exhibited only slight differences in the chemical composition, i.e. the reaction zone showed a higher silicon peak and a lower carbon peak in comparison with the unreacted zone. The origin of the detected silicon is unknown since pure aluminum (99.7%) was used for the measurements [41].
Two short-term filtration trial series were conducted at the metal foundry Georg Herrmann Metallgiesserei (Muldenhütten, Germany). The applied aluminum alloy AlSi7Mg (EN AC-42100) from Rheinfelden Alloys (Rheinfelden, Germany) was made from 50% ingots and 50% scrap, i.e. aluminum recycled from solidified feeders and runners, in order to introduce non-metallic inclusions. After melting and skimming, the AlSi7Mg alloy was cast into a combined sand/steel mold. The casting system consisted of a joint sprue, four horizontal runners with filter chambers (made by green sand) and four vertical steel molds [41]. The aluminum from the steel molds was disjoined from the feeders and analyzed. A cold Porous Disk Filtration Apparatus analysis (PoDFA) was performed by HOESCH Metallurgical Service (Niederzier, Germany) in order to investigate the content of non-metallic inclusions.
The first short-term filtration trial lasted about 16 s and the four steel molds showed an equal filling of the aluminum melt. The PoDFA index determined by metallographic examination of the filter cake is given as area (of inclusions per kilogram analyzed aluminum and is a measure correlating with the total number of non-metallic inclusions). Consequently, a lower PoDFA index indicates better melt quality. In the framework of the PoDFA analyses, Al2O3 films, carbides, magnesium oxide, spinel, refractory material, iron and manganese oxides as well as grain refiners were found in the castings. The determined PoDFA indexes were 0.106 mm2/kg for the Al2O3-C filter sample and 0.246 mm2/kg for the Al2O3 reference filter sample in trial 1, indicating that Al2O3-C filters had an improved filtration efficiency [39].
In short-term filtration trial 2, the PoDFA indexes were once again lowest for the Al2O3-C filters, i.e. 0.482 mm2/kg for the Al2O3-C filter fired at 800 °C and 0.618 mm2/kg for the Al2O3-C filter fired at 1400 °C. The rough Al2O3 reference filter resulted in the highest PoDFA index of trial series 2 with 1.06 mm2/kg. SEM analyses revealed large inclusions on the surface of applied filters containing mainly Al, Mg, Si and O. The Al2O3-C coating showed no structural changes after the filtration trial which were visible by SEM [39].
For further investigation, long-term filtration trialslong-term filtration trials were performed in a pilot filtration line at Hydro Aluminium AS primary aluminum plant (Sunndal, Norway). The system comprises a melting furnace, a launder system, a filter box, and a lifting pump and is equipped with two LiMCA II units (ABB Ldt., Canada). Approximately 8 mT of wrought aluminum alloy 6082 (main alloying elements of Si ~ 0.95%, Fe ~ 0.2%, Mn ~ 0.6% and Mg ~ 0.65%) were melted and circulated in the loop by the lifting pump in each trial. Every 10 min, 4 kg of compacted aluminum sawdust chips were added behind the lifting pump in order to introduce inclusions into the melt. In total, two long-term filtration trials were performed. One trial with a Al2O3 reference filter and one trial with carbon bonded alumina (Al2O3-C) filter. In both cases, the aluminum melt temperature at the priming procedure was 740 °C [41].
For both filters, the N20 values of the LiMCA measurements showed comparable time-dependent behavior at the filter entrance and exit, see Fig. 3.20. The N20 values of the filter entrance decreased steadily at the beginning of the trial and stabilized in the second half of the test. An initial decline of the N20 values at the filter exit was observed. Furthermore, the scatter of the N20 values at the filter exit was elevated in comparison to data at the filter entrance the filter. Using the N20 data from stable filtration areas, the filtration efficiency was calculated with 91.2 ± 6.7% for the Al2O3 filter (from 23.1 to 45 min) and with 88.8 ± 12.3% for the Al2O3-C filter (from 15 to 25.9 min), indicating comparable filtration behavior [41].
2 scatter plots of the N 20 L i M C A index before filter and the N 20 L i M C A index after filter versus time. 2 plots for filter entrance and filter outlet are distributed in a decreasing manner. The plots for filter entrance have the highest value.
Fig. 3.20
Results of the long-term filtration trial a Al2O3 reference filter and b Al2O3-C filter
×
According to intensive SEM investigations, nearly no Al2O3 films, magnesium oxide, spinel, carbides or refractory material were found, indicating that only few inclusions were captured within the filters. It can be concluded that introducing a comparable level of typical inclusions by adding compacted aluminum sawdust chips was not very effective. Closer examination of the Al2O3-C coating revealed microstructural changes compared to as coked filters (Fig. 3.21). The Fig. 3.21b Position 1 shows a very homogenous, dense, and compact coating without many pores or larger carbon structures. In contrast, the Fig. 3.21b Position 2 shows large pores within the Al2O3-C coating. The large pores of as coked filter are filled with carbon raw materials such as graphite. Figure 3.21b shows both structures in proximity. Apparently, only coating areas with low thickness experienced the homogenous and dense structures. According to EDX analyses, denser coating areas exhibited lower carbon peaks implicating that the carbon partly disappeared, leaving pores or dense structures consisting mainly of alumina behind. The temperature during the filtration trials did not exceed 750 °C, i.e., it was significantly lower than the sintering temperature required for densification of alumina. Further in-depth investigations are necessary for clarification [41].
a. A SEM image of the A l 2 O 3 filter substrate at 50 micrometers. The morphology of the sample has a porous surface. b. A SEM image of the filter at 50 micrometers. The morphology of the sample has different matrices with large pores.
Fig. 3.21
SEM micrographs (BSE mode) of Al2O3-C filter a before and b after long-term filtration trial
×
In conclusion, the Al2O3-C/Al couples for SEM and EDX analyses were successfully generated with the aid of the sessile drop trials with a simple dropping unit. Despite missing adhesion between Al2O3-C substrate and the aluminum droplet, a reaction zone with a thickness of approximately 500 µm was observed in the substrate material. In short-term filtration trials, Al2O3-C filter showed better PoDFA indexes compared to the Al2O3 reference filter. In contrast, LiMCA results from the long-term filtration trialslong-term filtration trials did reveal no differences in the filtration effect. Few typical non-metallic inclusions were detected in the solidified aluminum via extensive SEM investigations for both Al2O3 and Al2O3-C filters. Furthermore, the SEM analyses revealed partial microstructural transformation of the Al2O3-C coating from heterogenous, porous layers into a dense, compact layers. To conclude, Al2O3-C in the presented form is not suitable for long-term filtration tasks [41]. Further investigations are necessary to address the filtration behavior and stability of Al2O3-C filters during filtration. Further information about the sample preparation, parameter of experiments and additional analysis you can find elsewhere [39, 41].
Acknowledgements
The authors would like to thank the German Research Foundation (DFG) for supporting these investigations as part of the Collaborative Research Centre 920 “Multi-Functional Filters for Metal Melt Filtration—A Contribution towards Zero Defect Materials” (Project-ID 169148856) subproject A02.
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Die im Laufe eines Jahres in der „adhäsion“ veröffentlichten Marktübersichten helfen Anwendern verschiedenster Branchen, sich einen gezielten Überblick über Lieferantenangebote zu verschaffen.